

A bakery upgraded its aging compressed air system with to new air compressors. The corporate directive was to replace any old equipment with new more efficient types that would help reduce the company’s carbon footprint. As a result, the decision was to purchase variable speed drive (VSD) compressors to reduce compressed air energy consumption.
Generally, the rule of thumb when running air compressors efficiently is to have all the compressors fully loaded except one, and that one “trim unit,” the compressor taking partial load, is to be the one with the best part load efficiency. This means that only one compressor in a system needs to be a variable speed type, the others should be fixed speed variety — which are typically more efficient at full load. And to avoid control gap, where fixed speed and variable compressors fight, the VSD compressor should be one size larger than the fixed speed.
Unfortunately, this rule of thumb rubs up against human nature. In a two-compressor system, the VSD will accumulate most of the hours, and maintenance types hate when the hours are not equal. To avoid this problem, the bakery purchased two VSD compressors and set them to share the load, a mistake when it comes to efficiency.
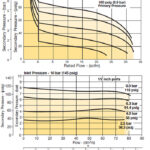
When the system was measured, the resulting energy profile showed that the second VSD compressor was running unnecessarily for 70% of the time — and that during light loads, both compressors were running in an inefficient part of their characteristic curve (Fig. 1), incurring an energy penalty as a result.
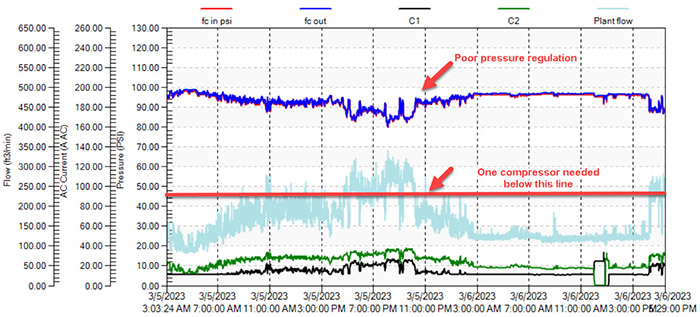

The measurement also showed (Fig. 2) that pressure regulation was quite poor, with significant pressure differential occurring across air dryers and filters, causing a droop of 18 psi going from light load to full load. The VSD compressors keep the pressure constant at the discharge port. However, this pressure loss was robbing the plant of pressure and causing compressor pressures to run higher than desired, incurring an additional energy penalty of about 7% — something that could be corrected with good design practices.
Whenever two VSD compressors are used, the most efficient operation is to have a lead/lag setup rather than load sharing, so inefficient operation can be avoided and the compressor running hours reduced. This is often a very simple pressure settings adjustment, something that will be done at this plant.

This is a good example of when those who don’t know what they are doing do things anyway. Of course that instinct to keep running times equal is poor planning anyway because it assures that all devices will wear out at the same time., halting operations and peaking costs. Unfortunately the unknowing are seldom educated or informed as to the error of their ways. So they remain the unknowing.