

These tips not only adhere to food safety guidelines, but also serve to improve machine utilization and performance.
By Steve Bain, Food and Beverage Industry Segment Manager, Festo
Before describing the four pneumatic automation design tips for food and beverage packaging applications, it is a good idea to answer a fundamental question: Why apply pneumatic automation in the food zone instead of electric automation?
Pneumatic automation remains a key solution because of its lower relative cost compared to electric automation in food and beverage applications. In the food and splash zones, components must withstand harsh cleaning processes; even in dry cleaning applications, they still need to be cleanable. Moisture, chemicals, and electronics do not mix well.

| courtesy of festo
While electric automation can and does exist in food and beverage packaging automation, the cost of protecting the electronics and motor drives up the price. When electrics are applied, they therefore tend to be used selectively. Furthermore, components in many food applications have shorter operational lives due to the harsh environment, which means parts need replacing sooner. Replacing a less expensive pneumatic actuator keeps operational costs lower. Taken as a whole, pneumatic automation is the predominant solution for its lowest total lifecycle cost due to the harsh environments.
The following advice taken together achieves three important design objectives:
- Conformance to food safety and sanitary design guidelines
- Improved machine utilization
- Increased machine performance
Tip 1: Standardize on metric pneumatic systems for food and beverage packaging applications
The reason for standardizing on metric pneumatic systems is that tubing and fittings for metric cylinders use G-thread fittings that have parallel threads. Parallel threads seal flush to a gasket and eliminate exposed crevices. Utilizing G-threads with metric tubing is optimum for Food Safety Modernization Act (FSMA) compliance.
On the other hand, imperial NPT fittings pose a contamination risk. The imperial fittings seal by wedging threads together. They require sealing tape. These tapered threads risk contamination, not only with exposed threads, but also through metal fragments or flaking tape. Utilizing G-threads lowers the risk of contamination and cleans faster, which equals greater machine utilization.

| courtesy of festo
Tip 2: Select a clean-design cylinder family
Instead of designing with generic cylinders, begin by identifying a metric cylinder family that was created for washdown and cleanability in food and beverage applications. Then design the pneumatic automation system around that family. Food and beverage cylinders are intended to be easy and fast to clean. They have large radii that do not pose a hygiene risk because they promote high flow velocities of the cleaning agents and disinfectants. There are no tight spaces where required cleaning cannot be achieved. These cylinders feature high-gloss surface finishes, which are essential for components in the food zone. High gloss reduces microbial contamination. FDA-approved seals and NSF-H1 grease protect against unintentional adulteration of the food product. Be sure the cylinders have dry run seals for long service life.
Other key qualities for these cylinders include machine parts that resist corrosion, are mechanically and chemically stable, and rigorously designed to conform to cGMP criteria. A cylinder’s self-adjusting end position cushioning system should be constructed without contaminant-susceptible adjusting screws.
| courtesy of festo
Tip 3: Do not exhaust valves over the food zone
Exhausting a valve over the food zone is similar to holding a blow gun and blasting unfiltered air directly into the food or packaging. The only difference is that rather than the air coming directly from the compressor, air exhausted from the valve has also passed through the valves, into and out the cylinder, and back through the valve, picking up contaminants along the way.
Either mount the valves below the food/packaging zone or mount them above and duct the exhaust below the food zone. Check valves are often overlooked in the food zone. While check valves can help improve machine cycle time because the air does not exhaust back to the valve, this means the air is exhausting over the food zone. If a check valve must be used, the exhaust should be ducted below the food zone.
Tip 4: Shorten tube length between valve and cylinder
| courtesy of festo
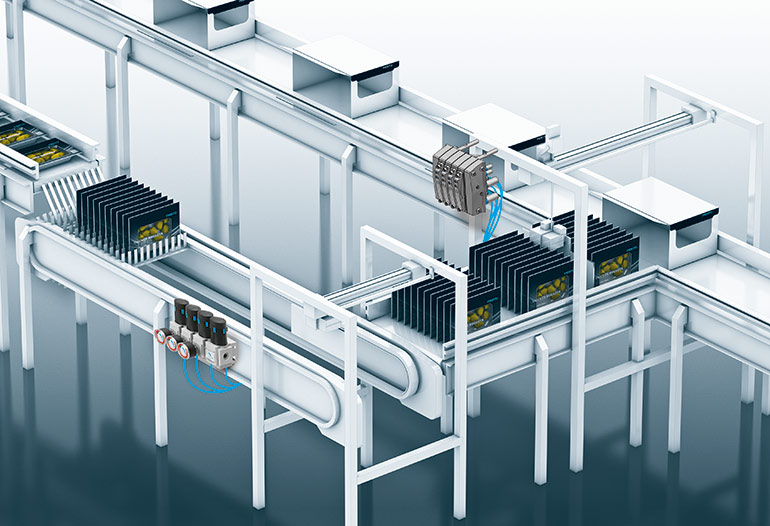
One of the most important developments of the last several years has been machine mountable valve manifolds rated at IP69K washdown that, like washdown cylinders, conform to clean-design principles. The elimination of cracks and crevices reduces cleaning time for faster changeover and improved machine availability.
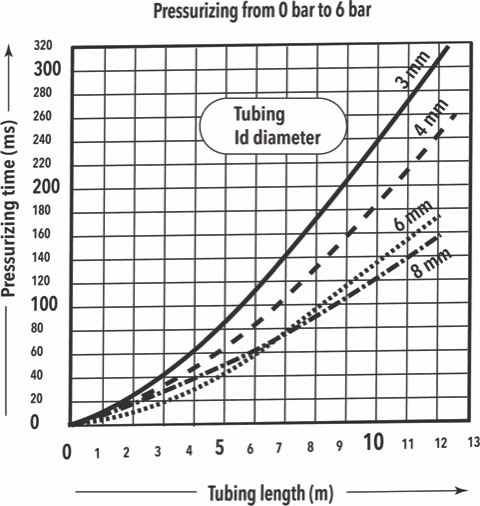
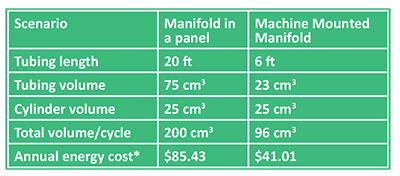
The new ability to move the manifold from the control panel to the machine in the food zone cylinder delivers advantages, not the least of which is energy savings. Chart One shows the dramatic energy cost saving of moving a manifold out of the panel and closer to the cylinder – 50% in this example.
The shorter the tubing length between valve and cylinder, the faster and more repeatable the cylinder’s cycles. Faster cycles improve performance. In many applications such as filling, more precise cycles achieve better control of the process leading to higher consistency in product volume and weight and lower waste.
The trend today is for smaller machines. Mounting valve manifolds on the machine allows control cabinets to be smaller or eliminated, which can significantly reduce both cost and footprint. Moving the valve manifold outside of the control cabinet also eliminates pneumatic connections installed into the wall of the control cabinet, lowering machining costs in materials and labor as well as reducing the number of components required.
Greater control
There are also new opportunities for achieving both the benefits of on-machine mounting and greater control flexibility. The Festo MPA-C IP69K-rated manifold, for example, can be configured with supply and exhaust ports on each valve slice. All ports for every position can be completely independent of the valve next to it. For complex pneumatic situations where several different pressure zones are used, this can be one of the most cost-effective solutions.
For some applications, the designer may face the choice of either locating an adjustment point for easy access in a panel or on the machine where it may be difficult to adjust. The latter means losing all the advantages of machine mounting. The MPA-C, in a second example, allows the OEM to plumb each valve slice to a pressure regulator. This solution achieves both objectives: easy adjustment and machine mounting.
There are other design considerations for food and beverage packaging applications such as selecting tubing materials that withstand harsh chemicals and resist plastic transfer to food. Hydrolysis-resistant polyurethane (PUN-H) and Polytetrafluoroethylene (PTFEN) tubing are ideally suited for use in the food and beverage industries. Both resist cleaning agents, microbes, and hydrolysis and are FDA compliant. PUN-H is more flexible and economical, while PTFEN is ideal for the harshest environments.
Designers can use one of the many free online tools offered by Festo to size the pneumatic system appropriately so that the system runs as energy efficient as possible. And of course, specifying air filtration units to achieve 0.01 µm filter with 99.9999% efficiency is a must. It is the four tips, however, that lay the foundation for compliance, utilization, and performance in food and beverage packaging applications.
Festo
festo.com




Leave a Reply