
by Todd Dice, General Manager, Ridgeline Machine Design
Ridgeline Machine made extensive use of pneumatics when building a low-cost, small-footprint, portable traymaker to replace a manual process for one of their customers.
Ridgeline Machine Design (RMD) has more than 40 years of experience as a packaging machinery producer, designing and building custom machinery. The company builds packaging machinery for a variety of applications and has branched out into robotics and machinery for consumer cooler production. Some of the equipment they design and build includes wraparound side-, end- and bottom-loading case packers, as well as case erectors, bag-in-box equipment, case sealers and traymakers.
The company actively participates in the evolution of packaging and related machinery. Leading motion technologies employed in their machines include pneumatic, servo pneumatic and pure servo—each controlled by various PLC platforms. RMD uses the latest 3D software from SolidWorks to design their equipment.
Putting experience to work
For one particular project, RMD started with a list of specifications from a manufacturer of custom door locksets and hardware based in the western U.S. RMD set out to meet these specifications using pneumatics and creative design. Pneumatics was selected as the motion control technology for this application due to its low cost, both upfront and over time. It is simpler than alternatives such as electromechanical or servos, easy to understand and maintain, and straightforward to control and troubleshoot.
The Model 25 automatic traymaker (Figure 1) was developed in partnership with the customer for this project. Traymaker specifications from the client included a small footprint (due to limited floor space), portability, low cost, easy operation and simple maintenance. The customer also required a finished tray table with 50-count storage.
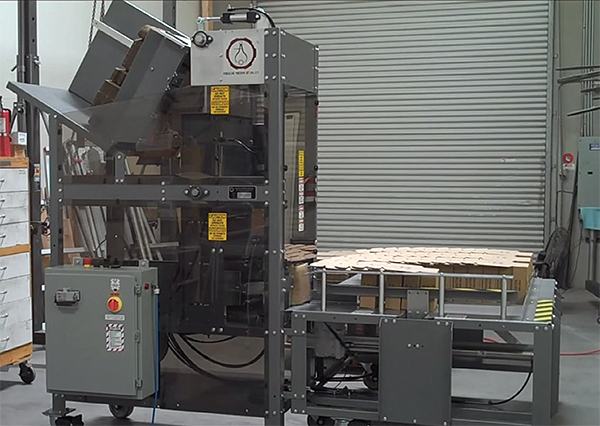
Because the machine is portable, it operates at 120 Vac to simplify power connect and disconnect, as well as improve safety. Competing machines typically require 208 to 230/460 Vac, and are quite a bit more expensive.
The customer wanted to automate an operation that previously required their plant personnel to make the trays by hand. The initial production rate was only four trays per minute; the new machine assembles trays at a rate of 18 per minute—a significant improvement. The automated machine also freed up four workers who are now performing other tasks to further improve the customer’s production processes.
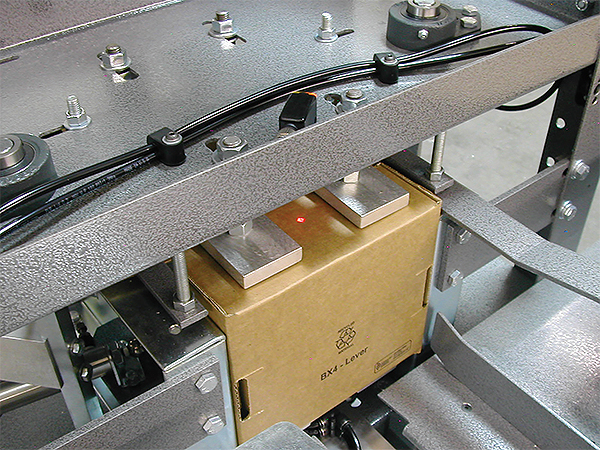
The traymaker discharges each tray on its side to help the trays stack better (Figure 2), whereas most traymakers on the market discharge the tray upright. RMD’s older model traymaker had the tray blank move horizontally before set-up, while this new model has it traveling vertically. This required mechanical reorientation of much of the infeed assemblies.
The Model 25 traymaker is about 7 x 5 x 3 ft without the discharge table; the discharge table is 6 x 4 ft. Much of the product handling and assembly operations are pneumatic. The traymaker includes vacuum pick-off of tray blanks, vertically positioned to save space. The singulated tray blanks are fed into the system using an ac drive powering a motor and a worm gearbox that drives the tray blank feeding wheels.
The vertical, wheel-delivered tray blanks are fed downward to the assembly area, and are then set-up by a pneumatic cylinder pressing the blank through tooling. The formed trays are then pneumatically offloaded to the discharge table.
Pneumatic assembly of trays
The traymaker’s pneumatic components start with a 3⁄8-in. filter, regulator and lubricator feeding a bank of valves operating a mix of round, compact and tie rod cylinders. Air preparation provides the required high air flow, and also filters and lubricates the air coming to the machine. The air prep system includes an electrical dump valve to relieve the air supplied to the control valves when a door is opened or an emergency stop is pressed. There is also a manual lockable valve on the inlet, providing the required lockout/tagout functionality when servicing the equipment.
Air valves (Figure 3) control all cylinder and vacuum generator operation. The valves are sized for worst case flow for any function on the traymaker. In this case, four-way valves were specified to control all the cylinders, as their CV rating of 0.89 is sufficient for the cylinders to operate and maintain proper speed. A three-way valve was selected to operate the pneumatic vacuum generator for the same reason.
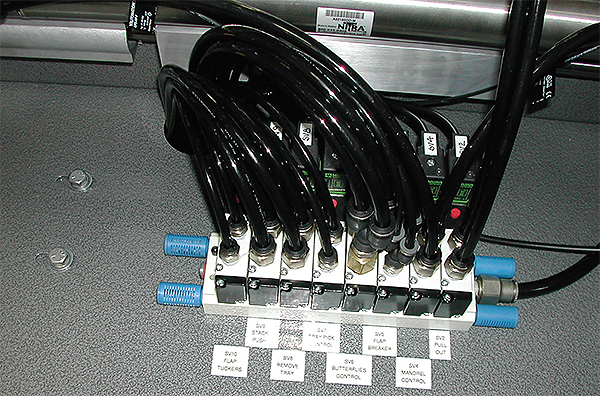
RMD prefers to use manifolds to feed air to the pneumatic control valves, and uses an 8-station unit on this machine for that purpose. To ensure a high flow air supply, ½-in. tubing is used to supply air to the valve manifolds. Plastic silencers on both ends of the manifold reduce noise and insure minimal restriction of exhaust air.
The valves were wired using solenoid cables that include built-in surge suppression and an LED to show when power is present to the solenoid. Surge suppression improves the life of the PLC outputs by eliminating voltage spikes, and the LED indicator clearly shows valve status which simplifies and speeds maintenance.
Cylinders do the work
The pneumatic cylinder configurations were specified based on space constraints and required motion. In places where the cylinder is producing rotational motion—either by moving a lever or pushing a rack turning a gear—the machine uses tie rod cylinders with built-in cushions. For other low power or supplemental motion, the machine uses either round-body (Figure 4) or compact cylinders.

Pneumatic cylinders provide all the motion required to feed, assemble and stack the trays—except for the vertical tray blank feed wheel motion, which is electromechanical. All cylinders critical to the assembly/setup of the tray include magnetoresistive sensors along with magnetic pistons in the cylinders. The sensors provide error-proofing of cylinder end-of-stroke motion for each step of the machine assembly sequence.
The Nitra pneumatics work as well as their more expensive competition, and RMD has used them in lubricated and non-lubricated applications with great success.
A heavy-duty, 1½-in. bore, NFPA tie-rod air cylinder with rod eye and rear clevis for pivot mount was used to control the vacuum pick-off of tray blanks. This cylinder was sized to control the long lever arm configuration of vacuum cups without oscillation or deflection due to product contact and arm motion.
Multiple 1 1/16-in bore, stainless-steel, round-body, non-repairable cylinders were used to tuck and position the blank during folding. These cylinders were selected due to their low cost, small size and adequate force capabilities.
A 2-in. bore, stainless-steel, round-body cylinder was chosen for the mandrel for its low cost and small size, yet large force. Two 30-in. long, 20-mm diameter chrome plated shafts with two aluminum bearing slide units were used to support the mandrel and protect the mandrel cylinder seals.
In the same area, two heavy-duty 1½-in. bore tie-rod cylinders were used to perform the final assembly of the tray, with each actuating a rack gear that turned a regular gear providing 120° rotational motion.
Two compact, stainless-steel, round-body cylinders were used to actuate a “pick” to catch the tray, and to clamp and position the box during tuck operations. The cylinder plate mount option was specified so the short-stroke cylinder would have holes to allow easy mounting through the cylinder end flanges to a machine surface. These compact cylinders were sized to clamp the box and not crush it.
A 2-in. bore, stainless-steel cylinder moves a carriage with compact pick cylinders to position the trays on the discharge table in a stack. At the discharge table, both the stack and shift cylinder rods were supported using T-slot aluminum extrusion with slide blocks to create a linear slide.
All the cylinders were cost effective and the reliable design worked well in this application and synchronized easily to the PLC.
Supplier selection
RMD chose AutomationDirect as a primary supplier of the traymaker automation, power, pneumatic and other components. They were selected for the affordability and quick availability of the wide variety of the products required for this application.
The traymaker is controlled by an AutomationDirect Click C0-00DR-D PLC with expansion I/O and terminal blocks for field wiring. A bulkhead programming port with outlet on the control enclosure door simplifies compliance with arc flash regulations as it allows changes to be made to the controller software without opening the door (Figure 5).
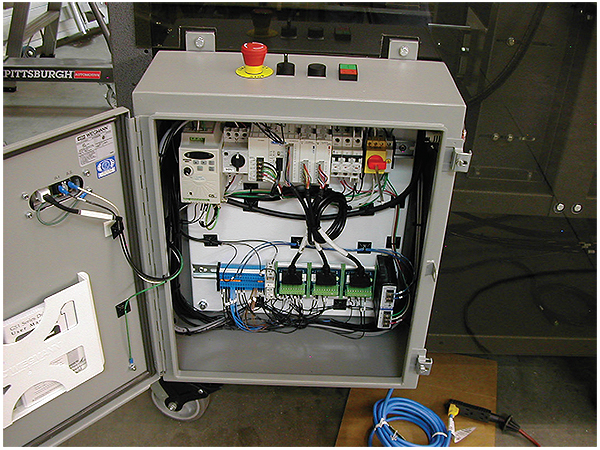
of the machine, the
control panel is fully
portable.
AutomationDirect also provided the power distribution hardware including a non-fused disconnect switch, branch circuit protection circuit breakers, and a rotary motor protector switch to disconnect power from the motor drive.
Operator control buttons include a selector switch, pushbuttons and an e-stop mushroom pushbutton. To sense the product, background suppression photo eyes and cylinder position sensors were used.
AutomationDirect
www.automationdirect.com
Ridgeline Machine Design
www.ridgelinemachine.com
Leave a Reply