

When a 40 bar turbo compressor situated within an internationally renowned British-based producer of soft drinks broke down, it was faced with two choices: repair or reconfigure. Choosing the latter, the producer found that the old proverb ‘as one door closes, another opens’ proved true.

Founded in the late 1930s by an entrepreneurial chemist, Britvic – formerly British Vitamin Products Company – established a reputation for producing fruit juices as an affordable source of vitamins during the Great Depression.
Today, Britvic is listed on the London Stock Exchange and globally responsible for over 30 household brands with sites in the UK, France, Brazil and the Republic of Ireland. It is the UK’s largest supplier of branded still soft drinks and continues to increase its presence in the United States. It also has exclusive agreements to make, distribute and market global brands on behalf of Pepsico, including Pepsi, Pepsi MAX, Gatorade and 7UP.
Maintaining an operation of this scale requires vast amounts of compressed air. A 40 bar turbo compressor, which was contributing to a three-compressor configuration including two Gardner Denver oil-free 40-bar WH29 units at the firm’s plant in Kylemore, Ireland, failed. This just happened to coincide with another site’s closure in Norwich, England — so its retained contractor, KSM Engineering, presented an option that would see the relocation and reconfiguration of its remaining Norwich assets at the Kylemore site.
This move would not only mean that the 40 bar turbo would no longer be required, but also the contractor believed it would improve the compressed air system’s efficiency considerably.

With two factors at play — the closure of the Norwich site and the 40-bar turbo compressor’s failure — it was decided that the compressor should be repaired and then held in plan as a backup unit only. After all, it was understood that while the asset was highly efficient when run at 100% and fully utilized, the very nature of the PET blow molding facility, where the air demand profile rapidly changes from high to low, was leading to volatility when the unit was only partially loaded.
This volatility was even affecting CMC’s Airmatics control solution, which Britvic had in place to manage the regular loading and unloading of the two WH29 units. Due to the 40-bar turbo’s inability to handle regular fluctuations in loading and unloading cycles — the very thing that Airmatics is designed to do by ensuring that compressors under its management only load and unload according to demand — it was excluded from the system’s management profile.
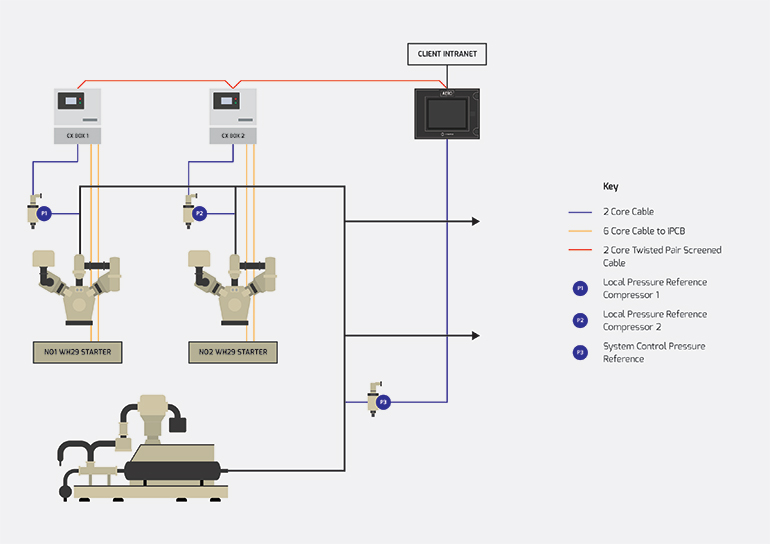
So that Airmatics could run as planned and manage the two WH29 units during weekends, when air demand was low, the site’s team would have to switch off the turbo so that it could be bypassed to enable Airmatics to run as designed.
This manual intervention proved to be an effective workaround; however, it highlighted further flaws in a system that otherwise would have run efficiently and automatically under the direction of Airmatics.
“We’d known for some time that the 40-bar turbo unit was only efficient when fully utilized, and that it was causing a series of inefficiencies for a large proportion of the time,” said Kevin Manning, Director at KSM Engineering. “The fact that we were having to incorporate workarounds, none of which were required given how robust the Metacentre control solution was, further signaled that it was time to revaluate our compressor system and restructure the setup in order to get the very best from our assets.”
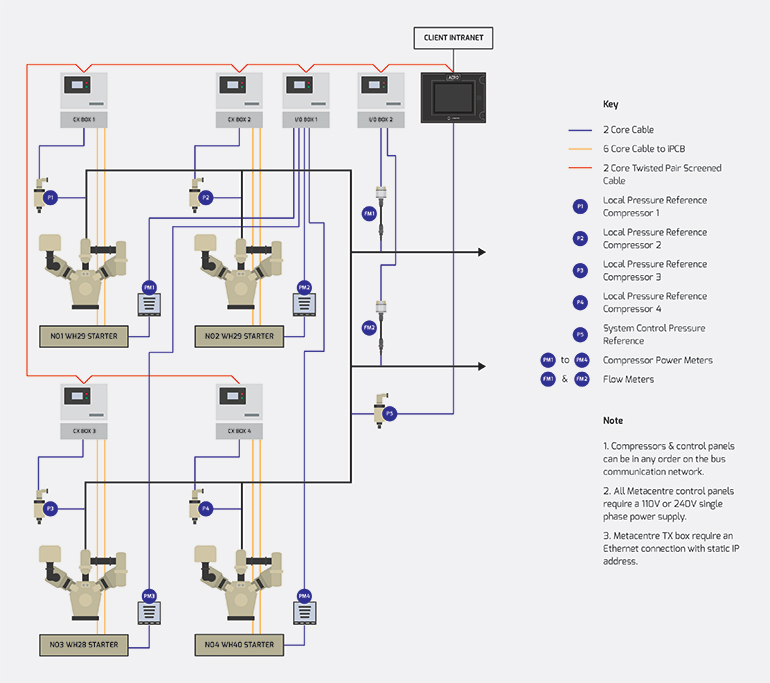
The two WH28 and WH40 units, which had been operational at the Norwich plant for 18 years, were transported to Britvic’s Kylemore site in Ireland, and installed alongside two existing WH29 reciprocating Gardner Denver compressors.
As part of the installation, the Metacentre control platform, which was also used at the Kylemore site, was upgraded to Airmatics, CMC’s most recent IoT solution capable of managing an infinite number of locally interconnected fixed-speed, variable-speed or variable-output air compressors, regardless of age and brand, by responding to feedback in real-time and automatically adjusting settings and performance levels accordingly.
The upgrade also enabled the system to measure power per compressor in addition to system dew point and dryer alarm on the air treatment equipment. The inclusion of the solution’s latest generation of visualization technology also meant that performance, power discrepancies and any opportunities to make further gains could be quickly identified.
“We knew that we could get more from our Gardner Denver assets. Furthermore, we know that Metacentre, and latterly Airmatics, was the right technology to automatically choose the correct load combination from the four compressors to meet demand at any given time,” said Darren Hanbury, Project Engineer at Britvic Ireland Kylemore West. “The failure of the 40-bar turbo unit was a blessing and the reconfiguration has subsequently given us greater flexibility.”
Since Britvic moved its WH28 and WH40 units from Norwich and installed them alongside the two WH29 compressors at its Ireland plant, it has removed the volatility associated with a partially run turbo compressor.
Furthermore, the range of power afforded by utilizing a combination of the WH29, WH28 and WH40 compressors, in conjunction with using Airmatics, means that while the system can draw on a total 1.3 megawatts of power if required, it has more choice when it comes to only drawing on what is required at any given time.
Prior to installing the revised configuration, the system was drawing 3,345,454 kWh a year with an associated annual running cost of $445,280. Since installing the new setup, Britvic has cut its power and energy bill by 38%, reducing power usage by 1,290,909 kWh and the annual cost by $171,820.
“A seamless integration of standalone compressor assets is essential in order to make efficiency gains and cost savings. What was particularly striking about this system prior to its relocation and reconfiguration was that our solution was being taken out of the equation via manual overrides, which was very far from seamless,” said Peter Tomlins, Business Development Manager for Northern Europe at CMC. “By working closely with KSM Engineering and ensuring that all four reciprocating compressors worked harmoniously together, we’ve designed out volatility and ensured that Britvic’s Kylemore site runs optimally at all times.”
CMC
airmatics.eu

Leave a Reply